Le PEEK (polyétheréthercétone) est le plastique technique le plus exigeant à usiner. C'est aussi celui qui ouvre le plus de portes quand les contraintes de température, de résistance chimique ou de tenue mécanique éliminent toutes les autres options.
Chez Dimeplast, nous usinons le PEEK depuis plus de 15 ans. Nous savons ce qui fonctionne, ce qui casse et ce qui fait la différence entre une pièce qui tient en service et un prototype qui finit à la poubelle. Cet article vous donne les clés pour bien cadrer votre projet.
Pourquoi le PEEK, et pas un autre plastique ?
Le PEEK est le matériau que nous sortons quand tout le reste a échoué. Un PA6 qui fond. Un POM qui ne tient pas chimiquement. Un PTFE trop souple mécaniquement. Le PEEK encaisse là où les autres plastiques techniques décrochent.
En continu, il tient 260°C sans perdre ses propriétés mécaniques. En pointe, il encaisse 300°C. Sa résistance mécanique atteint 100 MPa en traction et il reste stable dimensionnellement même après des milliers de cycles thermiques.
Aucun autre thermoplastique usinable ne fait ça.
Côté chimie, il résiste à la quasi-totalité des solvants, hydrocarbures et acides dilués. Ses rares faiblesses : l'acide sulfurique concentré (qui le dissout) et certains solvants chlorés comme le dichlorométhane. En milieu hydrolytique (vapeur d'eau sous pression), il tient là où le PA et le POM se dégradent en quelques semaines.
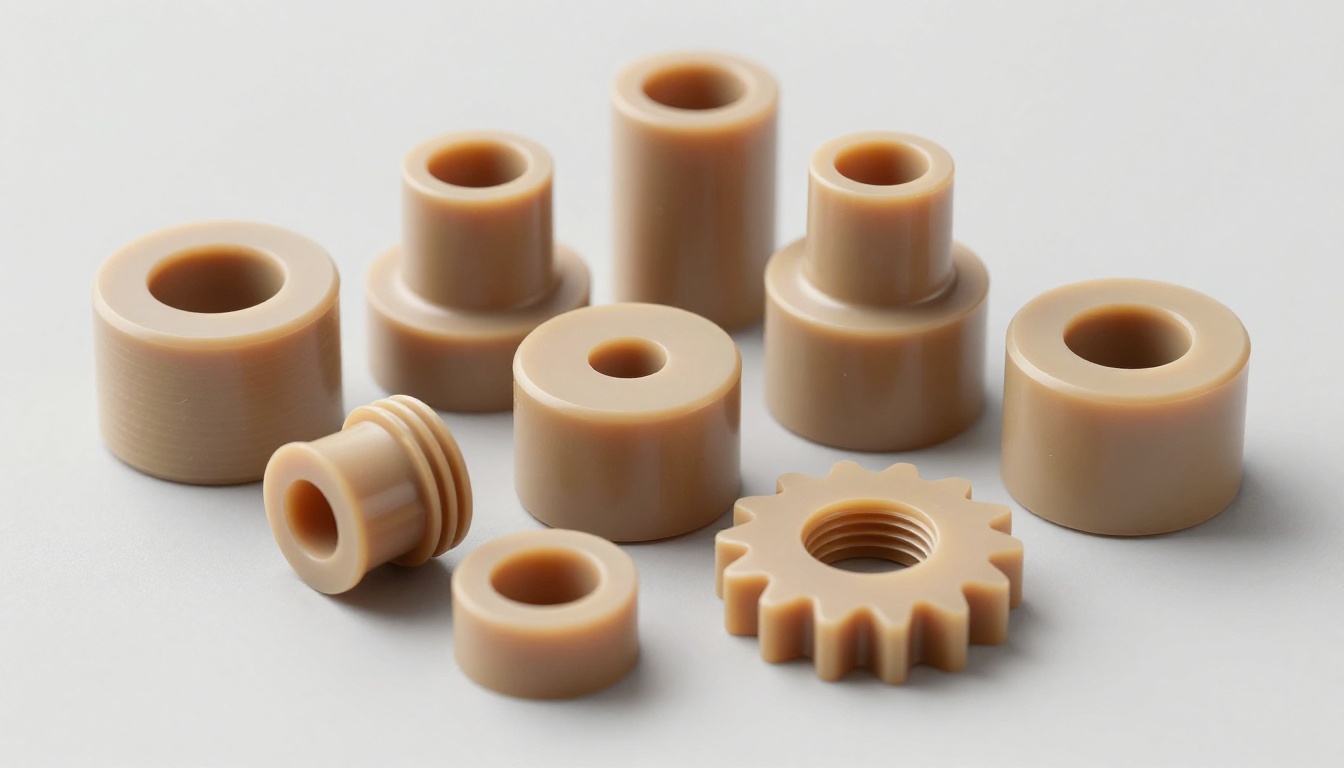
C'est pour ces raisons qu'il équipe l'aéronautique (bagues, entretoises, sièges de soupape), le médical (instruments stérilisables, implants), les pompes industrielles (sièges de clapet, bagues d'étanchéité) et l'oil & gas (joints, composants de fond de puits).
Ce qui rend l'usinage du PEEK particulier
Le PEEK ne s'usine pas comme un POM ou un PA. Trois points demandent une attention spécifique.
Le premier, c'est la thermique. Le PEEK est semi-cristallin, et son taux de cristallinité conditionne directement ses propriétés mécaniques et sa stabilité dimensionnelle. Un usinage trop agressif qui monte en température peut modifier la structure du matériau en surface. Nous travaillons avec des vitesses de coupe et des avances calibrées pour maintenir la pièce en dessous de la température de transition vitreuse (143°C) pendant l'enlèvement de matière.
Le deuxième point, c'est l'outillage. Le PEEK est abrasif. Un outil carbure non revêtu s'use deux à trois fois plus vite que sur un POM. Nous utilisons des outils en carbure micrograin revêtu, parfois diamant pour les séries, avec des géométries d'arête adaptées aux plastiques haute performance.
Le troisième, c'est la reprise de cotes. Le PEEK a un retrait post-usinage faible mais mesurable. Sur des tolérances serrées (en dessous de ±0,05 mm), nous prévoyons systématiquement un recuit de détensionnement entre l'ébauche et la finition. Sans ça, la pièce peut bouger de quelques centièmes dans les jours qui suivent l'usinage.
PEEK naturel, chargé verre ou chargé carbone : lequel choisir ?
Le PEEK naturel (non chargé) est le plus polyvalent. Il offre le meilleur compromis résistance/usinabilité et convient à la majorité des applications.
C'est celui que nous recommandons par défaut.
Le PEEK chargé 30% fibres de verre (PEEK GF30) gagne en rigidité et en stabilité dimensionnelle, mais perd en résilience. Il est pertinent pour les pièces structurelles soumises à des efforts de flexion ou de compression, typiquement les cages de roulement ou les supports mécaniques en température.
Le PEEK chargé 30% fibres de carbone (PEEK CF30) est le plus rigide et le plus résistant à l'usure. C'est le choix pour les applications de frottement à sec en température : bagues de compresseur, segments de piston, paliers haute vitesse. En revanche, il est le plus cher et le plus abrasif pour les outils.
Il existe aussi des grades spécifiques : PEEK antistatique (chargé carbone conducteur), PEEK médical (conformité ISO 10993), PEEK tribologique (chargé PTFE + carbone pour un frottement minimal). Nous vous orientons vers le bon grade en fonction de votre cahier des charges.
Ce que nous vous livrons
Nous usinons le PEEK en pièces unitaires, prototypes et séries jusqu'à 500 pièces. Notre parc CNC 3 et 5 axes nous permet d'atteindre des géométries complexes avec des tolérances de ±0,02 mm en finition.
Le délai standard pour un prototype est de 5 à 10 jours ouvrés à réception du plan. Pour les séries récurrentes, nous stockons la matière brute pour raccourcir les délais de réapprovisionnement.
Nous fournissons aussi la matière brute seule (plaques, joncs, tubes) si vous avez votre propre atelier d'usinage et que vous cherchez juste un fournisseur fiable en PEEK et dérivés.
Le prix du PEEK : à quoi s'attendre
Le PEEK est cher. Un jonc de diamètre 50 mm en PEEK naturel coûte environ 10 à 15 fois plus qu'un jonc POM équivalent. C'est le principal frein pour beaucoup de projets, et c'est normal de se poser la question.
Notre rôle est aussi de vous dire quand le PEEK est justifié et quand une alternative moins coûteuse (PPS, PEI, ou même un PA haute température) peut faire le travail. Nous ne poussons pas au PEEK par défaut. Nous le recommandons quand c'est la seule matière qui tient dans vos conditions d'utilisation, et nous vous expliquons pourquoi.
Vous avez un projet en PEEK ?
Envoyez-nous votre plan (PDF, STEP, DXF) avec les conditions de fonctionnement : température, milieu chimique, efforts mécaniques, tolérance requise. Nous revenons vers vous sous 48h avec une recommandation de grade et un chiffrage.
Si vous n'avez pas de plan mais une pièce existante à reproduire ou adapter, envoyez-la nous. Nous la relevons, nous proposons la matière et nous vous faisons un devis prototype.
Lancez votre pièce en PEEK
Envoyez votre plan ou votre besoin : notre bureau d'études vous recommande le bon grade et vous chiffre votre pièce. Du prototype unitaire à la série de 500.